





Zalety
► 100% (40℃) cykl pracy;
► Prąd cięcia jest regulowany w sposób ciągły, odpowiedni do spawania zarówno cienkich, jak i grubych blach;
► Przestanie automatycznie ciąć, gdy zabraknie ciśnienia powietrza lub ciśnienia hydraulicznego, aby chronić palnik przed spaleniem;
► Istnieją złącza sygnału synchronizacji łuku i sygnału napięcia łuku, które są łatwe do automatycznego cięcia i szczególnie nadają się do dopasowania do maszyny sterowanej numerycznie i robota;
► Nachylenie prądu cięcia można regulować, aby zapobiec uszkodzeniu dyszy i elektrody;
► Sygnał zajarzenia łuku, sygnał ciśnienia łuku, kontrola dopływu powietrza i funkcja wyjścia ciśnienia łuku sprawiają, że jest on szczególnie odpowiedni do cięcia CNC i robotów;
► Dostępne jest równoległe użycie dwóch maszyn, podwojenie prądu wyjściowego do dobrego cięcia materiału o dużej grubości;
► Ustawienie używane przez maszynę, wyświetlacz cyfrowy sprawia, że jest on szczególnie odpowiedni do użytku z maszyną i robotem.
Główne parametry
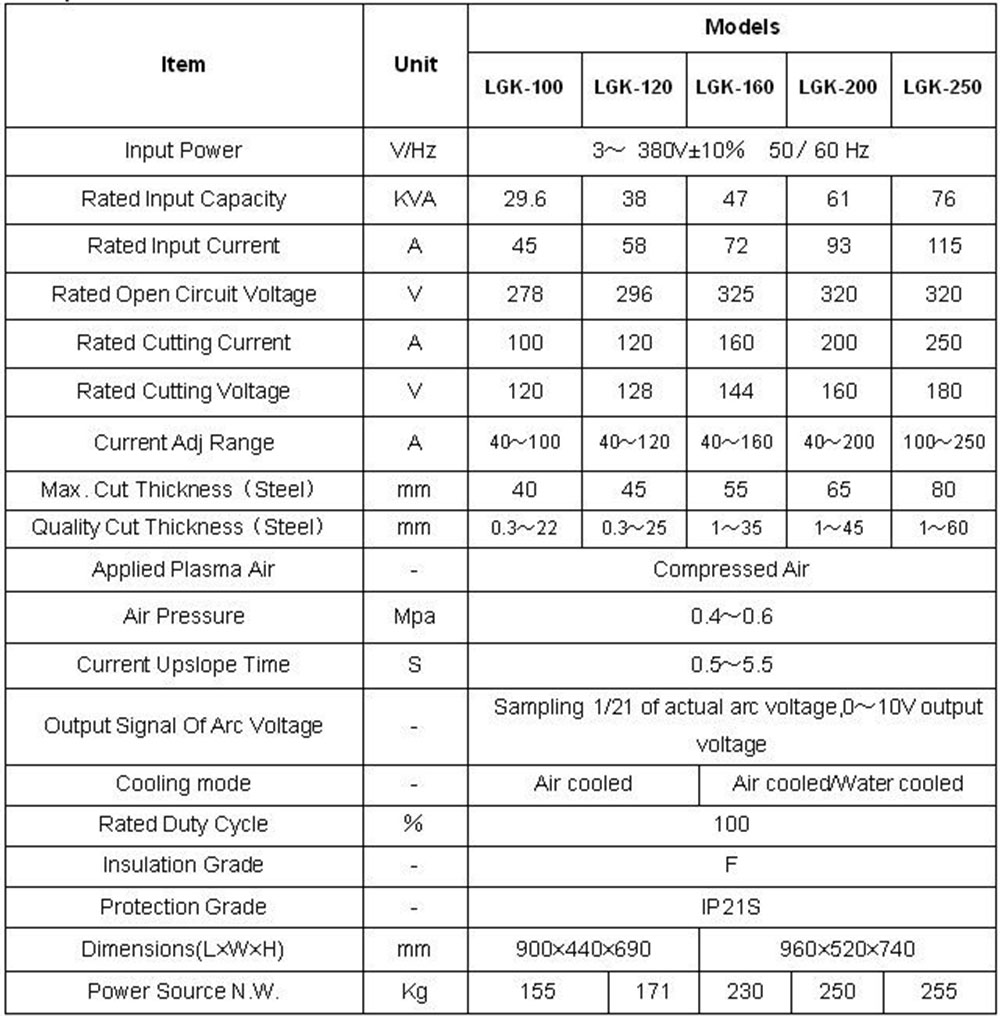
2. Warunki gazu plazmowego
Zakres ciśnienia roboczego: 0,4 MPa ~ 0,6 MPa
Wytrzymałość na ściskanie przewodu doprowadzającego gaz: ≥1 MPa
Wymiar wewnętrzny rury zasilającej gaz: ≥Φ8
Strumień zasilania gazem: ≥180L/min
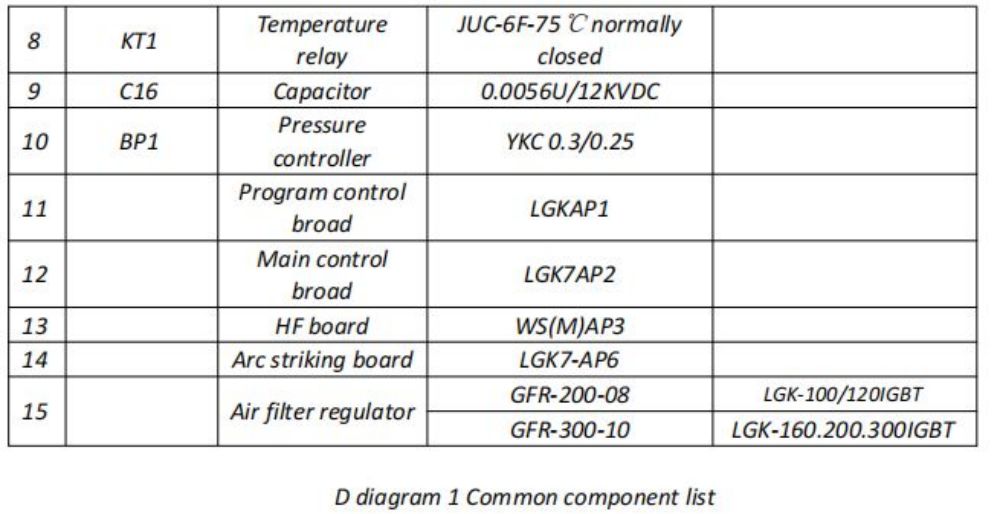
Przefiltruj wodę z gazu, a następnie włóż ją do noża
Zasady pracy
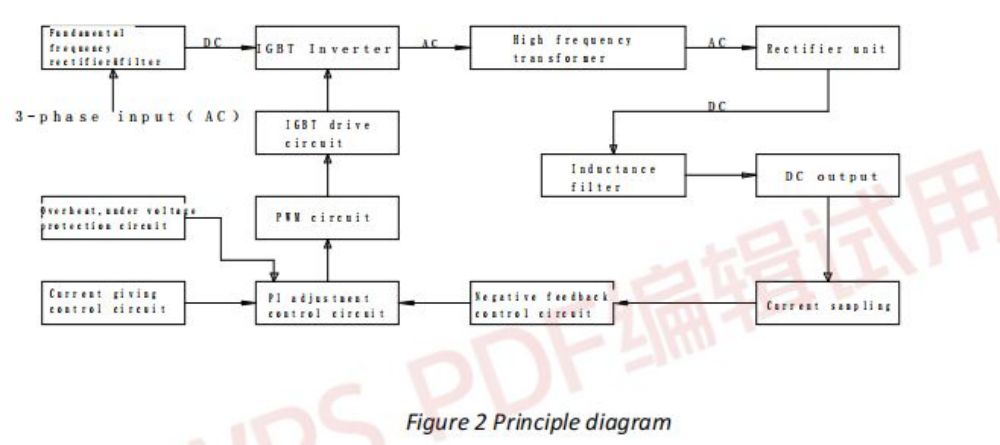
Obwód sterujący maszyny tnącej przyjmuje zaawansowaną część elektroniczną IGBT jako główny element przełącznika inwertera.Trójfazowe zasilanie prądem przemiennym jest przekształcane na prąd stały o wysokiej częstotliwości 20 kHz po wyprostowaniu przez prostownik trójfazowy.Następnie pod działaniem falownika IGBT prąd stały jest zamieniany na prąd przemienny o wysokiej częstotliwości, który po obniżeniu napięcia w transformatorze wysokiej częstotliwości jest odwracany na prąd stały, prąd prostowany w diodzie szybkiego odzyskiwania.Ten prąd stały jest filtrowany przez reaktor i uzyskuje się wyjściowy prąd cięcia.
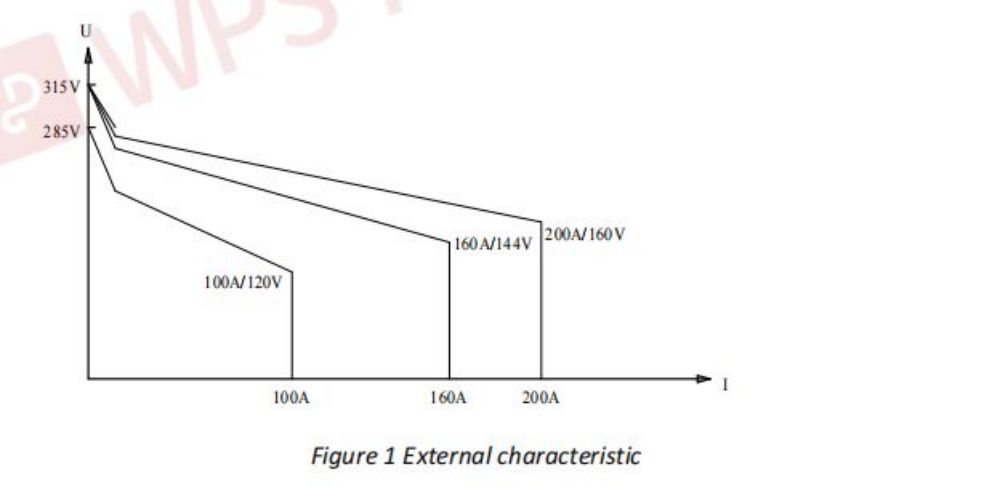
Obwód sterujący może sterować prądem wyjściowym poprzez kontrolowanie napędzanej szerokości impulsu.Prąd cięcia w czasie rzeczywistym, który jest uzyskiwany przez czujnik prądu podłączony szeregowo do zacisku wyjściowego, jest używany jako sygnał sterujący z ujemnym sprzężeniem zwrotnym.Po porównaniu z sygnałem regulacji prądu, ujemny sygnał sterujący jest wysyłany do układu scalonego regulującego PWM, a następnie wyprowadzany jest kontrolowany impuls napędowy do sterowania IGBT.W ten sposób można utrzymać stały prąd wyjściowy i uzyskać stromy spadek i stałą charakterystykę zewnętrzną prądu.Uderzający łuk przyjmuje model uderzający o wysokiej częstotliwości.Obwód główny odnosi się do rysunku 1 w załączniku, a schemat obwodu sterowania pokazano na rysunku 2.
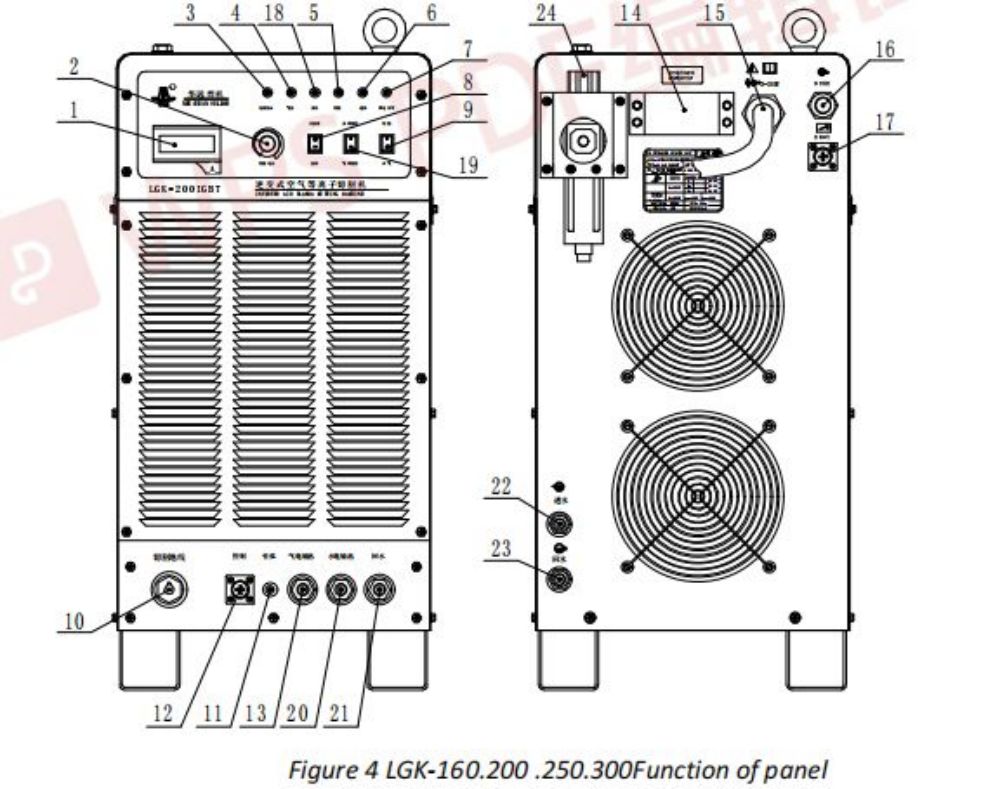
Panel i jego funkcje (LGK-100 patrz rysunek 3, LGK-160/200/250/300 patrz rysunek 4)
1.Amperomierz cyfrowy: Wyświetlanie ustawionego prądu cięcia przed cięciem, wyświetlanie prądu cięcia podczas cięcia
2. Pokrętło regulacji prądu cięcia: Regulacja prądu cięcia
3.Kontrolka zasilania: wskazuje, czy przecinarka jest zasilana.
4. Lampka kontrolna ciśnienia powietrza: Świeci się, gdy ciśnienie sprężonego powietrza przekracza 0,2 MPa.Jest wyłączony, gdy ciśnienie jest mniejsze niż 0,15 MPa.
5.Lampka kontrolna cięcia: Gdy lampka jest WŁĄCZONA, oznacza to, że maszyna tnąca została uruchomiona.
6. Lampka kontrolna przeciążenia: Świeci się, gdy frez jest przeciążony (zwykle świeci się, gdy wentylator chłodzący jest uszkodzony).
7. Lampka kontrolna błędu wejścia: Świeci się, gdy źródło zasilania traci fazę lub jest niższe niż 330 V AC.
8.Przełącznik wyboru sterowania gazem: Po przełączeniu na Sprawdź powietrze zawór gazowy otwiera się w celu sprawdzenia strumienia gazu.Po przełączeniu na cięcie, zawór gazowy otwiera się automatycznie podczas cięcia.
9.Przełącznik wyboru trybu pracy palnika: Po włączeniu trybu 2-stopniowego przełącznik palnika powinien być wciśnięty podczas cięcia, a cięcie zatrzymuje się po poluzowaniu przełącznika.Kiedy włączy się 4-stopniowy, naciśnij przełącznik palnika i poluzuj go, cięcie zaczyna działać i zatrzymuje się po ponownym naciśnięciu przełącznika.
10. Wyjście przewodu uziemiającego do cięcia: Do podłączenia przewodu uziemiającego do cięcia
11.Zacisk pilota palnika: Do podłączenia przewodu pilota palnika.
12. Wyjście sterowania palnikiem: Do podłączenia przewodu sygnałowego sterowania palnikiem.
13.Zacisk wyjściowy powietrza i zasilania: zacisk wyjściowy prądu jest jednocześnie zaciskiem wyjściowym sprężonego powietrza.Jest to złącze rury gazowej do podłączenia palnika chłodzonego wodą, gdy używany jest palnik chłodzony wodą, oraz złącze do podłączenia przewodu chłodzonego gazem palnika, gdy używany jest palnik chłodzony powietrzem.
14.Zapasowy otwór na przewód wyjściowy napięcia łuku: przewód wyjściowy napięcia łuku nie jest podłączony po zakończeniu pracy maszyny.W razie potrzeby otwórz górną pokrywę obcinarki i użyj przewodu dwużyłowego do podłączenia końcówki przewodu na płytce drukowanej LGK7-AP5, która ma dwa rodzaje sygnału wyjściowego, jeden to wyjście 1:1, a drugi to 1 :20 wyjście, proszę Rysunek 3 LGK-100 Funkcja panelu Podłącz przewód zgodnie z wymaganiami, zwracając uwagę na elektrodę ujemną i dodatnią.
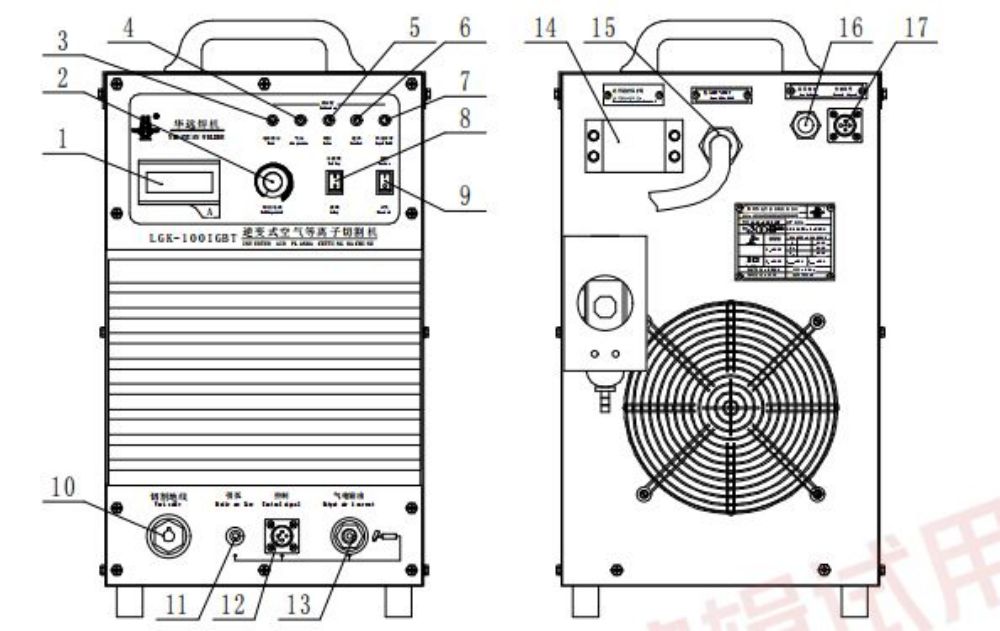
15. Złącze sygnału sterującego: Do sterowania automatycznym sprzętem tnącym
16. Przełącznik źródła zasilania: Steruje włączaniem/wyłączaniem zasilania 3-fazowego przecinarki
17. Filtr regulacji ciśnienia powietrza: Do regulacji ciśnienia roboczego sprężonego powietrza i filtrowania wody z powietrza
18. Lampka kontrolna ciśnienia hydraulicznego: podłączyć dopływ wody chłodzącej, gdy przepływ wody jest większy niż 0,45 l/min, lampka zaświeci się.
19. Przełącznik wyboru palnika chłodzonego gazem/palnika chłodzonego wodą: palnik chłodzony gazem jest używany tylko wtedy, gdy przełącza się na chłodzenie gazem, a palnik chłodzony wodą jest używany po wybraniu trybu chłodzenia wodą.
20. Zacisk wyjściowy wody/zasilania: zacisk wyjściowy prądu cięcia jest również zaciskiem wyjściowym wody, służy do podłączenia kabla chłodzącego wodę.
21. Końcówka zwrotna palnika: Służy do podłączenia rury recyklingowej wody.
22. Terminal wody zwrotnej: służy do podłączenia rury recyklingowej zbiornika wody.
23. Zacisk wejściowy wody: służy do podłączenia rury wyjściowej zbiornika wody.

